
AGF Defcom
ISO 9001 • ITAR • FFL • SOT
Line Card

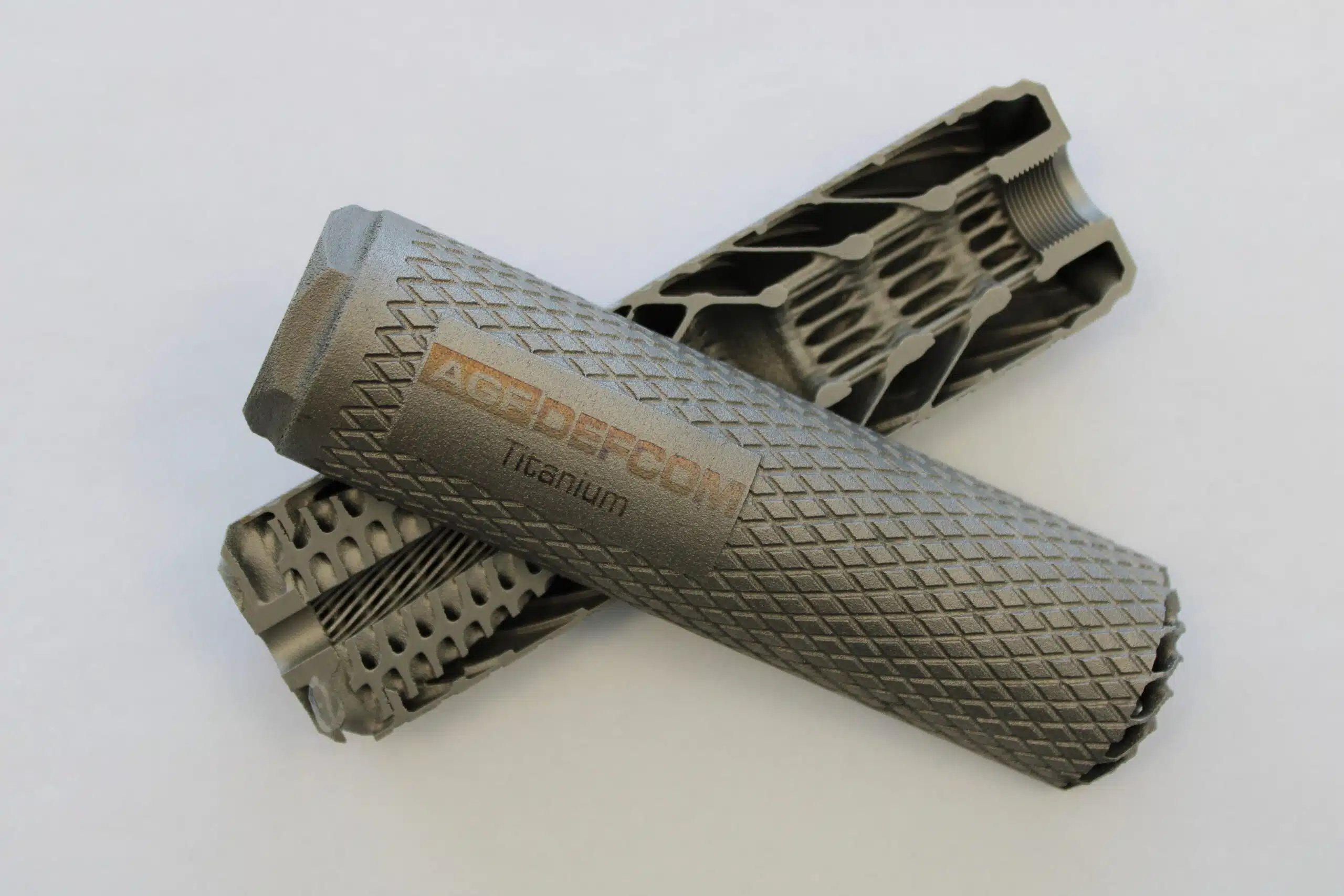


The shop runs more than 20 EOS DMLS printers including M400 and M300 systems for production and M290 for prototypes, with build volumes up to 400mm x 400mm x 400mm. Alloys include 17-4 PH, Ti-6Al-4V, Inconel 625, Inconel 718, and Haynes alloys. Two vacuum furnaces support in-house stress relief and heat treatment. 5-axis CNC machining handles critical bores, threads, and sealing faces to print after the build.
Programs range from prototype suppressors and first articles through bridge and full production runs. AGF Defcom holds FFL and SOT licenses and is ITAR registered, making them one of the few DMLS manufacturers in the U.S. fully equipped to serve NFA-regulated suppressor programs from a single facility.
Legg Associates is the factory-authorized representative for AGF Defcom. One conversation connects you directly to their engineering and production team.
Design-for-additive review before any build begins — catching printability issues, orienting for best properties, and locking tolerance strategy upfront.
- Wall thickness, internal channels, supports, and build orientation review
- Alloy selection: 17-4 PH, Ti-6Al-4V, Inconel 625, Inconel 718, Haynes alloys
- Tolerance strategy: as-printed surfaces versus post-machined critical features
- Suppressor-specific: baffle stack geometry, bore alignment, sealing surface strategy
20-plus EOS DMLS printers running production and prototype builds with full depowdering and EDM part removal in-house.
- EOS M400 and M300 for production builds (up to 400mm x 400mm x 400mm)
- EOS M290 for prototypes and first articles (250mm x 250mm x 325mm)
- Layer thickness 20 to 80 µm depending on alloy and feature mix
- Full in-house depowdering and EDM part removal from build plate
Two in-house vacuum furnaces for stress relief and heat treatment — no outside processing delays on critical thermal cycles.
- 2 vacuum furnaces for stress relief and heat treatment
- Stress relief per alloy and geometry to prevent distortion
- Heat treat to strength and hardness targets per program requirements
- Media blast and tumble prep for surface conditioning before CNC
5-axis CNC machining of critical bores, threads, and sealing faces after the build — delivering parts complete to print with full documentation.
- Critical bores, threads, and sealing faces machined to print tolerance
- 5-axis contouring with fixturing for thin-wall and suppressor tube features
- Final inspection and documentation (FAI and Certificate of Compliance as required)
- Suppressor-specific: end cap threads, bore concentricity, tube OD/ID finish
| Certifications | ISO 9001, ITAR Registered, FFL, SOT |
|---|---|
| Primary Process | Direct Metal Laser Sintering (DMLS) with EOS-class production systems and in-house 5-axis CNC finish machining |
| Build Volumes | EOS M400: 400mm x 400mm x 400mm. EOS M300: 300mm x 300mm x 300mm. EOS M290: 250mm x 250mm x 325mm (prototypes and first articles). |
| Equipment | 20-plus EOS DMLS printers. 2 in-house vacuum furnaces for stress relief and heat treatment. |
| Layer Thickness | Approximately 20 to 80 µm depending on alloy and feature requirements |
| Alloys | 17-4 PH, Ti-6Al-4V, Inconel 625, Inconel 718, Haynes alloys. Others on request. |
| As-Printed Tolerances | Nominal ±0.001 in on small features; scales with size. Critical features finished to print tolerance via 5-axis CNC post-processing. |
| Surface Finish | As-printed approximately Ra 200 to 400 µin. Machined faces to Ra 32 µin or finer on request. |
| Post-Processing | Depowder, EDM part removal, stress relief, heat treat, media blast and tumble, 5-axis CNC finish machining, final inspection |
| Inspection and Docs | FAI, Certificate of Compliance, lot traceability per program requirements |
| Volumes | Prototype through bridge through production. Repeat programs supported. |
| Primary Markets | Suppressors and NFA items, firearms and defense hardware, industrial, energy, R&D |
A great fit for
- Suppressor OEMs needing a domestic DMLS manufacturer with FFL, SOT, and ITAR compliance under one roof
- Defense and firearms programs requiring complex internal geometries, thin walls, or integrated features only achievable with additive
- Programs needing DfAM through build through heat treat through 5-axis CNC finish all managed in-house
- Prototype first articles through bridge and production runs in titanium, Inconel, 17-4 PH, or other advanced alloys
- Industrial and energy programs requiring production-grade DMLS with full traceability and documentation
Not the right fit for
- Simple turned or milled components better served by CNC bar stock machining
- Programs requiring non-domestic or offshore manufacturing
- Very large structural weldments or castings outside the DMLS build envelope
- Same-day or next-day emergency builds
Design for Additive Manufacturing
What We Look At
- Geometry and walls — minimum wall and feature sizes, fillets, overhangs, ribs, and self-supporting angles
- Supports and orientation — fewest supports, easy removal, best surface on critical faces, shortest build height
- Channels and holes — printable diameters, powder escape holes, straight versus helical channels, post-reaming plan
- Tolerance plan — what stays as-printed versus what gets CNC finished (bores, threads, sealing faces, datums)
- Material and heat treat — 17-4 PH, Ti-6Al-4V, Inconel 625, Inconel 718, Haynes alloy selection, stress relief and HIP needs, final target properties
- Cost drivers — part height, support volume, nesting efficiency, cycle time, post-ops count
Fast Rules of Thumb
- Aim for 45 degrees or greater self-supporting angles where possible
- Keep minimum walls approximately 0.5 to 0.8 mm — thicker for tall spans
- Provide powder escape paths for all internal cavities
- Call out machined features (diameters, threads, sealing faces) explicitly on the print
- Shorter build height means lower cost and faster cycle when orientation allows
What You Get from a DfAM Review
- Recommended build orientation and support strategy with critical-face protection
- Feature recommendations (radii, wall and slot sizes, channel diameters) to ensure reliable printing
- A clear post-process map: stress relief or HIP — blast — 5-axis CNC — inspect (FAI and Certificate of Compliance)
Additional Information
Equipment
- Production EOS-class DMLS systems with dedicated depowdering and EDM build-plate removal
- 5-axis CNC mills for post-machining of additively manufactured parts including tight-tolerance bores, threads, and sealing faces
- Workholding and fixturing designed for thin-wall AM geometries; rotary trunnion setups for multi-face finishing
- Inspection: precision hand metrology, program-level documentation for FAI, Certificate of Compliance, and traceability
- Shop support: blasting and tumble for surface preparation, saws, tooling, and setup equipment
Inhouse Process Capabilities
- DfAM review (orientation, support strategy, wall and channel guidance, tolerance plan)
- DMLS build, depowdering, part removal via EDM, surface prep for finishing
- 5-axis CNC machining of AM parts (bores, threads, sealing faces, datum features)
- Feature validation and documentation (FAI, Certificate of Compliance, traceability per program)
- Program management from prototype through repeat production under ISO 9001, ITAR, and FFL/SOT
Outside Process Capabilities
AGF Defcom handles the full process in-house to keep paperwork and lead time minimal. The only step sent outside is final coating such as Cerakote, and a local source is available if needed. Most customers prefer to visually inspect parts before coating, so requests for this step are uncommon.
Markets Served
- Firearms and defense — suppressor bodies, baffles, and additively manufactured components with CNC-finished critical features
- Industrial and energy — light-weighting, internal channels, and consolidated assemblies
- R&D and pre-production — prototype through bridge through production pathways
- General OEM applications requiring complex geometries and fast turn
Certifications
AGF Defcom holds the following certifications. Certificates of conformance and traceability documentation are available per order.
- ISO 9001:2015
- ITAR Registered
- FFL
- SOT








Get in Touch
Looking for a domestic DMLS suppressor manufacturer or metal 3D printing supplier? Send us a message and we will get back to you the same business day.
Speak Directly with Charles
Prefer to skip the form? Charles responds quickly and can point you to the right manufacturer or answer any questions about capability, certification, or fit before any formal process begins.

Thanks — we've got your message.
Charles will get back to you within a few hours during business hours. If it's time-sensitive, call directly at 540-589-7888.
Roanoke, VA 24018
Est. 1959