

Parmatech
AS9100D • ISO 9001 • DFARS • ITAR • FFL
Line Card



The MIM process combines the design freedom of plastic injection molding with the mechanical properties of wrought metal. Parmatech supports the full process in-house from DFM and tooling through feedstock preparation, injection molding, debinding, sintering, secondary machining, finishing, and inspection. Part consolidation is a particular strength — components that previously required multiple machined parts and assembly can often be redesigned as a single MIM part.
Legg Associates is the factory-authorized representative for Parmatech. One conversation connects you directly to their engineering and production team.
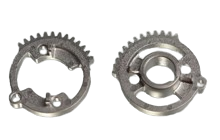
Combine multi-piece machined or assembled sets into one near-net-shape MIM part — lower cost, fewer suppliers, and less scrap and handling.
- Replace assemblies of 3 to 10 machined parts with a single MIM component
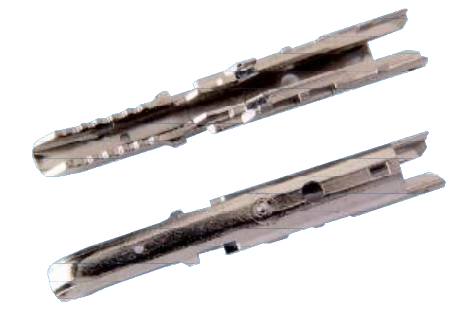
- Complex internal details, undercuts, and branding formed directly in-tool
- Lower total cost, fewer suppliers, reduced scrap and handling
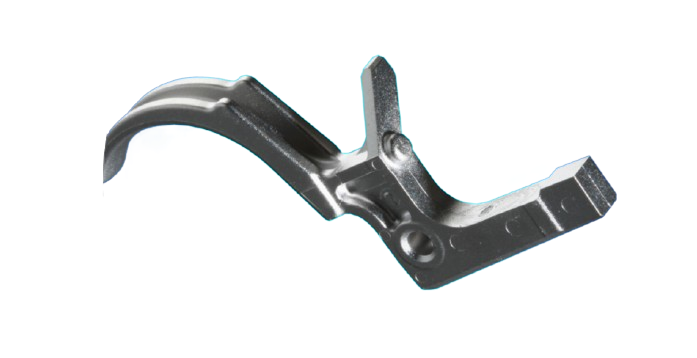
- Particularly valuable for medical instruments, firearms components, and industrial hardware
Small parts and thin walls with micro-features — without the costly toolpaths and setup time of conventional machining.
- Typical minimum walls 0.3 to 1.0 mm (design-dependent)
- Fine molded surfaces approximately Ra 16 to 32 µin; cosmetic features achievable
- Lettering, logos, and identification features formed in-tool
- Sintered mass range approximately 0.1 to 150 g typical
Stable, high-volume output with tight process control — ideal for programs running tens of thousands to millions of parts per year.
- As-molded tolerances typically ±0.3 to ±0.5% of nominal
- Post-operations (sizing, machining) used selectively for critical fits
- SPC, CMM and vision inspection, FAI and PPAP as required
- Full lot traceability and documentation per order
A broad alloy portfolio covering stainless, tool steels, magnetic alloys, and specialty materials — all achieving near-wrought mechanical properties.
- 316L, 17-4PH, 420, 440C, low-alloy steels
- Soft-magnetic Fe-Ni and Fe-Si alloys
- Kovar and F-15 (CTE-matched for glass-to-metal sealing)
- Co-Cr, copper-base, and custom alloy development on review
| Certifications | AS9100D, ISO 9001:2015, DFARS Compliant, ITAR Registered, FFL |
|---|---|
| Best-Fit Parts | Small, complex geometries with multiple features that benefit from part consolidation. Thin walls, undercuts, and fine details formed in-tool without machining. |
| Part Size / Mass | Approximately 0.1 to 150 g sintered mass typical. Envelopes to approximately 75 mm per side; broader on review. |
| Walls and Features | Thin walls 0.3 to 1.0 mm typical. Fine details, lettering, undercuts, and cosmetic features formed directly in-tool. |
| Tolerances / Finish | As-molded ±0.3 to ±0.5% of nominal. Selective post-machining for critical fits. Surface finish approximately Ra 16 to 32 µin typical. |
| Materials | 316L, 17-4PH, 420, 440C, low-alloy steels, Fe-Ni and Fe-Si soft magnetic alloys, Kovar/F-15, Co-Cr, copper-base. Custom alloy development on review. |
| Volumes / MOQs | Prototype through multi-million per year. Strongest value at higher annual volumes where tooling cost amortizes efficiently. |
| Lead Times | New program introduction and tooling typically 8 to 14 weeks. Production 4 to 8 weeks depending on finishes and material. |
| Secondary Operations | Heat treat, sizing and machining, grinding and polish, passivation and electropolish, coatings, laser marking, light assembly |
| QA / Documentation | Lot traceability, inspection to print, FAI and PPAP as required, Certificate of Conformance |
| Markets | Medical instruments and devices, aerospace and defense hardware, firearms, industrial and consumer precision components, electronics and interconnect |
A great fit for
- Complex small metal parts that benefit from consolidating multiple machined pieces into one
- High annual volumes where tooling cost amortizes and stable repeatability is critical
- Programs requiring cosmetic detail, fine features, and thin walls without heavy machining
- Medical, aerospace, defense, and firearms programs needing AS9100D or ITAR documentation
- Specialty alloy requirements including soft-magnetic, CTE-matched, or corrosion-resistant materials
Not the right fit for
- Very large or heavy parts and long prismatic shapes outside the MIM size envelope
- Ultra-low volumes where new tooling cost cannot be amortized across the program
- Commodity hardware or simple turned parts better suited to bar-stock machining
- Requests requiring offshore or non-domestic manufacturing





Additional Information
Equipment
Parmatech runs a complete in-house MIM production line from feedstock through finished, inspected parts.
- Injection molding presses (small to mid tonnage)
- Feedstock mixing, compounding, and material preparation
- Solvent and thermal debinding systems
- High-temperature sintering furnaces (vacuum and inert atmosphere; batch and continuous)
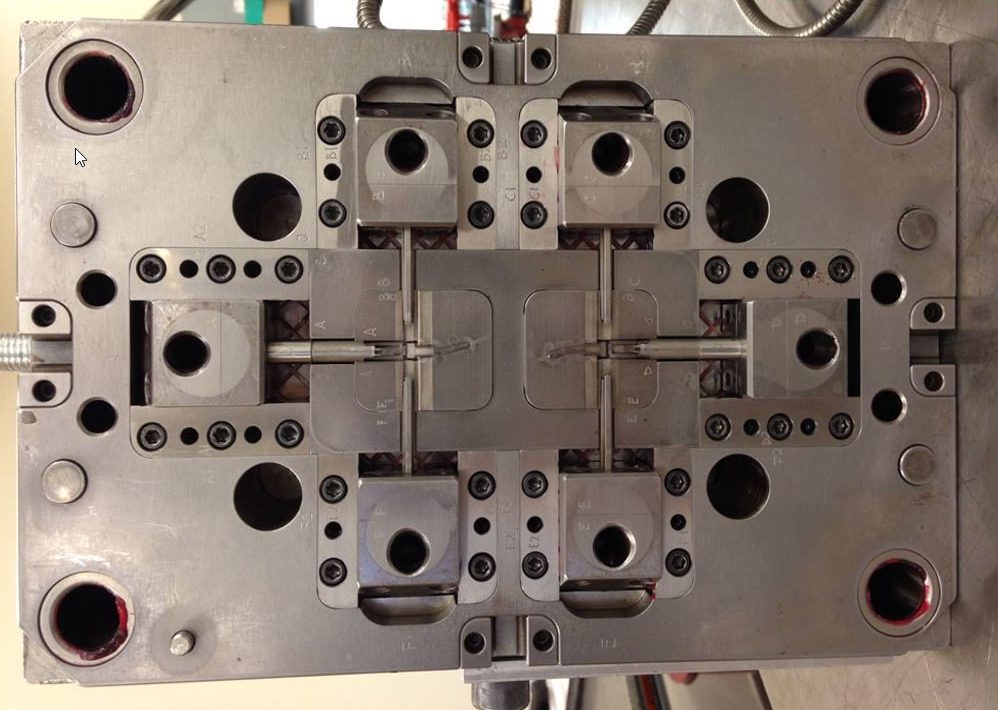
- Tooling maintenance (CNC and EDM) and mold room support
- Precision sizing and coin presses; secondary machining cells
- Finishing cells (tumble deburr, vibratory, bead blast)
- Metrology lab (CMM, vision and optical comparator, hardness testing)
- Laser marking and production packaging
Inhouse Process Capabilities
- DFM for MIM and part consolidation
- Material selection support and prototype sampling
- Tooling design coordination and in-house maintenance
- Feedstock preparation and injection molding
- Solvent and thermal debinding and high-temperature sintering
- Precision sizing and coin; selective machining and grinding
- Surface finishing (deburr, vibratory, bead blast)
- Laser marking and full lot traceability
- Inspection and documentation (SPC, CMM and vision, FAI and PPAP)
- Kitting, light assembly, Kanban and forecast release management
Outside Process Capabilities
All outside processes are managed through approved partners.
- Heat treatment (age harden 17-4, harden 420 and 440C, stress relief)
- Passivation and electropolishing
- Platings and coatings: nickel, gold, tin, black oxide, phosphate, PVD on request
- Shot peen and specialty surface treatments
- NDT as required (X-ray and CT, dye penetrant, magnetic particle)
- Medical sterilization support via approved partners
- Cleanroom and special packaging via approved partners
Markets Served
- Medical instruments and devices
- Aerospace components
- Defense and firearms hardware
- Industrial, automation, and fluid handling
- Consumer products
- Electronics and interconnect
- Energy, sensors, and precision mechanisms
Certifications
Parmatech holds the following certifications. Certificates of conformance and lot traceability documentation are available per order.
- AS9100D
- ISO 9001:2015
- DFARS Compliant
- ITAR Registered
- FFL

Get in Touch
Looking for a metal injection molding supplier? Send us a message and we will get back to you the same business day.
Speak Directly with Charles
Prefer to skip the form? Charles responds quickly and can point you to the right manufacturer or answer any questions about capability, certification, or fit before any formal process begins.

Thanks — we've got your message.
Charles will get back to you within a few hours during business hours. If it's time-sensitive, call directly at 540-589-7888.
Roanoke, VA 24018
Est. 1959