

Tucker Industries
IATF 16949 • ISO 14001 • Veteran-Owned
Line Card
The shop runs approximately 60 presses up to 600 tons with beds to 9 by 4 feet and feed widths to 48 inches. In-die tapping and assembly eliminate secondary operations and reduce per-part cost at volume. Robotic and manual MIG welding cells combine stampings into finished assemblies with dedicated check fixtures at each cell. EDI, barcoding, and JIT scheduling are standard.
Legg Associates is the factory-authorized representative for Tucker Industries. One conversation connects you directly to their engineering and production team.
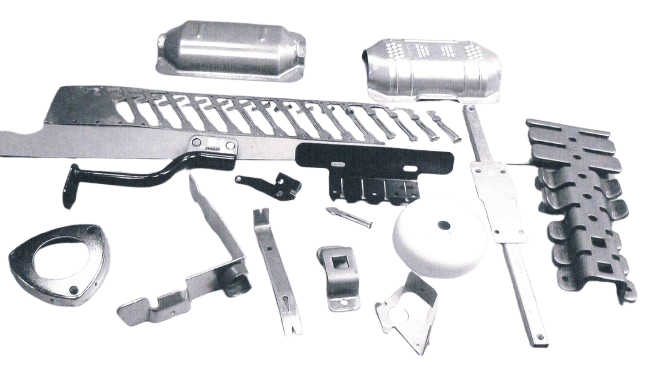
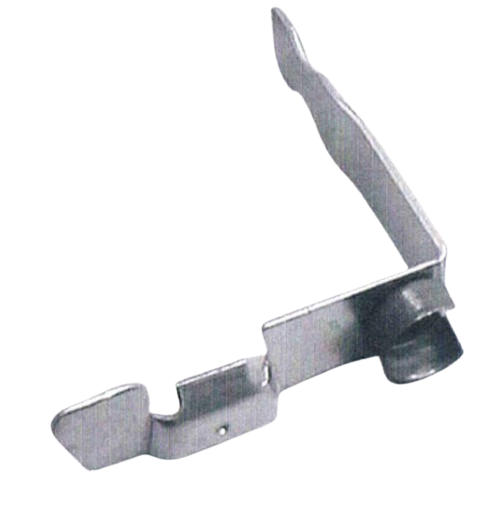
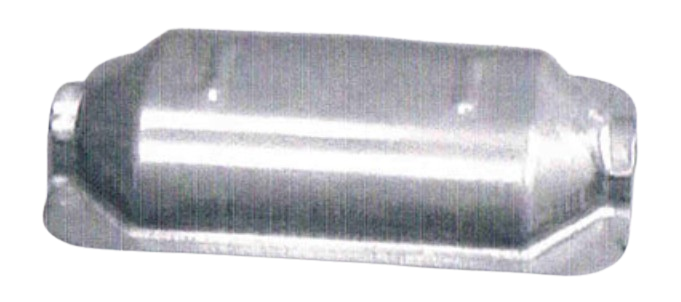
High-volume progressive die stamping with presses to 600 tons — one setup, one operation, one inspection for maximum cost efficiency and repeatability.
- Presses to 600 tons; beds to 9 by 4 feet; feed width to 48 inches
- Press speed to 1,200 strokes per minute
- In-die tapping and assembly to eliminate secondary operations
- IATF 16949 programs with EDI, barcoding, and JIT scheduling
Prototype and low-volume sheet metal fabrication with fast tooling changes and low cost — ideal for bridge programs ahead of hard tooling.
- Amada King II and Queen turret presses
- Amada RG-80 and RG-125 press brakes
- Sheets to 4 by 8 feet including pre-painted stock
- Trumpf Lasercat 2603E for prototype and low volume cutting
Multiple robotic MIG cells with dedicated check fixtures at each cell to confirm fit and function before parts leave the floor.
- Multiple robotic cells plus manual MIG welding
- Dedicated fixtures for accuracy and repeatability
- Check and test fixtures at each cell
- Combines multiple stampings into finished assemblies
Full finishing and logistics services including plating, coating, kitting, and JIT delivery to keep your supply chain consolidated.
- Deburr, wash, plating, e-coat, powder coat
- Kitting, bundling, custom packaging and labeling
- JIT, EDI, and barcoding logistics
- Vendor consolidation with managed outside services
| Certifications | IATF 16949:2016, ISO 14001:2015, Veteran-Owned |
|---|---|
| Stamping Capacity | Approximately 60 presses to 600 tons. Beds to 9 by 4 feet. Feed width to 48 inches. Press speed to 1,200 strokes per minute. |
| Large Press Area | 440-ton Stamtec (4 by 9 feet) with 1/4 by 24 inch servo feed. 330-ton Komatsu (4 by 8 feet) with 1/4 by 24 inch feeder. |
| Fabrication | Amada King II and Queen turret presses. Amada RG-80 and RG-125 press brakes. Sheets to 4 by 8 feet including pre-painted stock. |
| Prototype / Short Run | Press brake 10 feet. Shear 1/4 inch by 10 feet. Trumpf Lasercat 2603E (2.6 kW) with 5 by 10 foot bed. |
| Die Room | Wire EDM, CNC machining center, Bridgeports, surface and Blanchard grinders, radial drills, band saws, lathes |
| Finishing | 24-foot inline high-speed deburr, 10 CF circular deburr, 11-ga by 24-inch edge deburr, 20-roll straighteners, sandblast, multi-stage washer |
| Materials | Carbon and alloy steels, stainless, aluminum, copper and copper alloys, pre-painted coil and sheet |
| Value-Added | In-die tapping and assembly, robotic and manual welding, riveting, coining, tapping, polishing, heat treat, plating (zinc, nickel, phosphate, black oxide), e-coat, powder coat, assembly, kitting and bundling, packaging and labeling |
| Quality | CMM, calibrated gages and fixtures, preventive QC, Lean/CQI, VAVE, EDI barcoding, JIT scheduling |
| Industries | Automotive and truck, lighting, motorcycle, electrical distribution, power and hand tools, decking hardware and brackets, general industrial |
A great fit for
- High-volume progressive stampings for automotive, truck, lighting, and industrial programs
- Programs requiring in-die tapping and assembly to reduce secondary operations and cost
- Parts transitioning from prototype fabrication to hard-tooled progressive stamping
- Programs needing robotic welding into finished assemblies with JIT delivery
- IATF 16949 programs requiring EDI, barcoding, and full documentation
Not the right fit for
- Ultra-large fabrications beyond the press, turret, or brake envelope
- Same-day or next-day emergency builds
- Requests requiring offshore or non-domestic manufacturing
- Programs with no print or documentation requirements








Additional Information
Equipment
Tucker Industries runs approximately 60 stamping presses alongside a full fabrication, welding, die room, and finishing equipment set.
- Approximately 60 stamping presses to 600 tons; beds to 9 by 4 feet; feeders to 48 inches wide (advance to 36 inches); reels, straighteners, and cradles to 10,000 lb and 48 inches
- Large press area: 440-ton Stamtec (4 by 9 feet) with 1/4 by 24 inch servo feed; 330-ton Komatsu (4 by 8 feet) with 1/4 by 24 inch feeder
- Fabrication: Amada King II and Queen turret presses; Amada RG-80 and RG-125 press brakes; sheets to 4 by 8 feet (pre-painted stock accepted)
- Prototype and short-run: press brake 10 feet; shear 1/4 inch by 10 feet; Trumpf Lasercat 2603E (2.6 kW, 5 by 10 foot bed)
- Finishing cells: 24-foot inline high-speed deburr; 10 CF circular deburr; 11-ga by 24-inch edge deburr; 20-roll straighteners; sandblast; multi-stage washer
- Die room: wire EDM; CNC machining center; Bridgeports; surface and Blanchard grinders; radial drills; band saws; lathes
- Welding: multiple robotic cells plus manual MIG with dedicated check fixtures
Inhouse Process Capabilities
- Progressive die stamping; compound/tandem and secondary-operation dies
- Fabrication (turret punch and press-brake forming); laser for prototypes and low volume
- Robotic welding and manual MIG; spot welding; riveting, tapping, coining, hardware insertion
- Assemblies and sub-assemblies; kitting and bundling; custom packaging; EDI, barcoding, JIT logistics
- Tool and die: in-house design, build, and maintenance (with Superior Tool and Die); engineering changes
- Quality: CMM and calibrated gages and fixtures; preventive QC; Lean/CQI; VAVE; RPPM monitoring
- On-line finishing: degrease and wash, burnish, vibratory, circular and edge deburr, straightening, sandblast, multi-stage parts washer
Outside Process Capabilities
All outside processes are managed with approved partners for vendor consolidation.
- Heat treat managed with approved partners
- Plating and coatings: zinc, nickel, phosphate, black oxide, e-coat, powder coat
- Additional finishing as required: tumble deburr, polishing
- Packaging and labeling to spec; certification and testing coordination per program
Markets Served
- Heavy and light truck (cab, chassis, engine)
- Automotive (interior, seat frame, engine)
- Motorcycle (engine, frame, brakes)
- Lighting (overhead fixtures, 2 to 8 foot lengths)
- Electrical distribution (small, medium, and large stampings)
- Power and hand tools
- Decking hardware, brackets, kitting
- General industrial
Certifications
Tucker Industries holds the following certifications. Certificates of conformance and lot traceability documentation are available per order.
- IATF 16949:2016
- ISO 14001:2015
- Veteran-Owned Business

Get in Touch
Looking for a progressive die stamping or robotic welding supplier? Send us a message and we will get back to you the same business day.
Speak Directly with Charles
Prefer to skip the form? Charles responds quickly and can point you to the right manufacturer or answer any questions about capability, certification, or fit before any formal process begins.

Thanks — we've got your message.
Charles will get back to you within a few hours during business hours. If it's time-sensitive, call directly at 540-589-7888.
Roanoke, VA 24018
Est. 1959